



- 产品名称
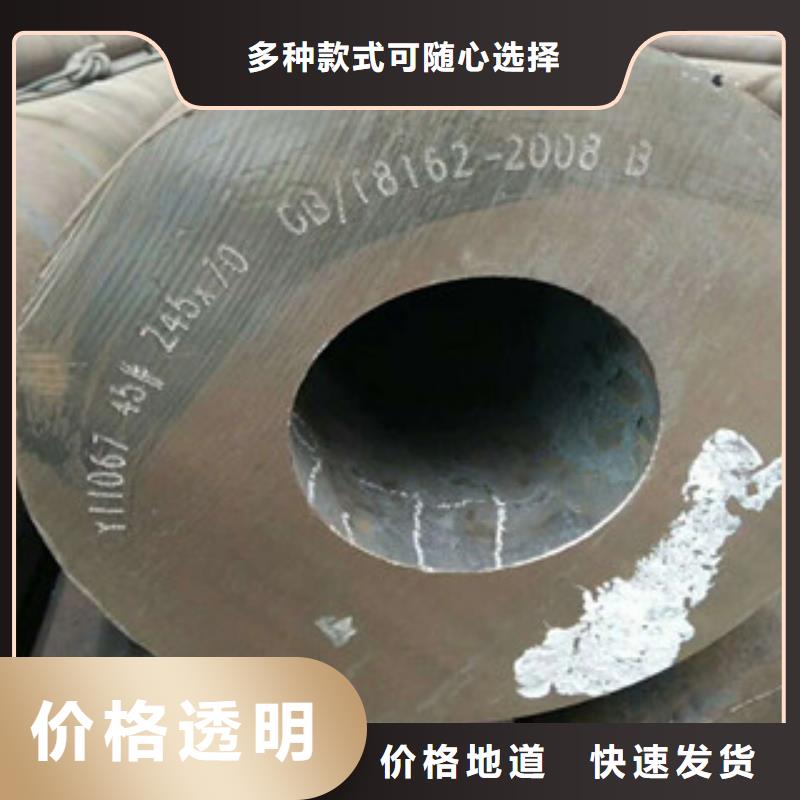
无缝钢管
- 规格
齐全
- 产地
聊城,天津,无锡,上海
- 材质
齐全
- 长度
8-12米
- 计重方式
吨
- 是否能加工定制
能

螺旋钢管液体速度增大后,各简形同心层受到越来越大的破坏力。达到某一临界速度后,流态开始破坏,螺旋钢管液体的运动越来越紊乱。紊乱继续增强,直到液体质点向任意方向流动,管内各点均以大约相同的速度向前流动。在这个和比这个更高的速度下,流体即处于紊流。由层流转化为紊流时,液体处于过渡区。
在过渡区中,压力损失和流量间的关系是变化的,不能精确测定或预测。原油干线中的流动多为紊流。螺旋钢管管径、油的粘度及要求的流量间的组合一般均使流动处于紊流区。系流对运行有好处。
由于油的各个质点以同样的速度向前移动,在分批顺序输送不同油晶时混油较少。管壁上形成蜡沉积的领向也较小,水和沉渣难以从油中分离。分离的水和沉渣要干扰油的流动,有时会造成管道的腐蚀。
无缝管生产线主要冷床类型有单链冷床、双链冷床、新型链式冷床、步进齿条式冷床、螺杆式冷床。
1、单链冷床
单链冷床多采用爬坡结构。冷床由正向运输链和固定导轨组成,有一套传动系统。钢管放置在正向运输链的两个拨抓之间,固定导轨承担钢管本体的重量。单链冷床利用正向运输链拨爪的推力及固定导轨的摩擦力使钢管产生旋转运动,同时依靠钢管自重及抬起的角度,使钢管始终紧靠在正向运输链的拨爪上,实现钢管平稳旋转。
2、双链冷床
双链冷床由正向运输链和反向运输链组成,正、反链条各有一套传动系统。钢管放置在正向运输链的两个拨抓之间,反向链承担钢管本体的重量。双链冷床利用正向运输链拔爪的推力使钢管向前运行,利用反向链条的摩擦力使钢管产生持续的旋转运动。反向链的运动又使得钢管始终靠在正向运输链的拨爪上,实现平稳旋转和均匀冷却。
3、新型链式冷床
结合了单链冷床和双链冷床的特点,冷床分为上坡段和下坡段。上坡段为由正向运输链和反向运输链组成的双链结构,正反共同作用使钢管持续旋转前进,做爬坡运动。下坡段为正向运输链和钢管导轨平行布置的单链结构,依靠自重实现旋转,做滑坡运动。
4、步进齿条式冷床
步进齿条式冷床床面由两组齿条组成,一组装在固定梁上,称为静齿条,另一组装在移动梁上,称为动齿条。
升将机构动作时,动齿条上升将钢管托起,由于具有倾斜角度,钢管在被托起时沿着齿形滚动一次。动齿轮上升到高位置后,步进机构动作使动齿条向冷床输出方向前进一个步距。升降机构继续动作,带动动齿条下降并将钢管放入定齿条齿槽中,钢管沿定齿条的齿形再滚动一次,之后动齿条回到初始位置,完成一个工作循环。
5、螺杆式冷床
螺杆式冷却由主传动装置、螺杆和固定冷却台架的等组成,螺杆包括螺杆杆芯及螺杆螺旋线。固定冷却台架的工作面高于螺旋杆芯上面并低于螺旋线,钢管本体的重量由固定冷却台架承担。主传动装置带动螺杆同步旋转,螺杆上的螺旋线推动钢管在固定冷却台架上向前滚动,进行冷却。
单链冷床不适合不连续作业,双链冷床的效果较好,新型链式冷床的效果好且成本低、步进齿条式冷床一般用在大型或配置较高的生产线上,螺杆式冷床一般用于冷却较小直径的无缝管。
一、离心球墨铸铁管的水泥砂浆内衬 特殊涂层
这种内防腐措施适用于输送污水的管道,可以提高内衬的抗腐蚀能力。
二、离心球墨铸铁管的沥青漆涂层
沥青漆涂层是用于输送燃气的管道。喷漆前对管子进行预热可以提高沥青漆的附着力,加速干燥。
三、离心球墨铸铁管的环氧陶瓷内衬
环氧陶瓷内衬适用于污水管道和燃气管道,但是由于制造工艺难度大,成本高,所以在使用上有的局限性。环氧陶瓷内衬具有很高的附着力和光洁度,是一种极好的防腐蚀涂层。
四、离心球墨铸铁管的环氧煤沥青涂层
环氧煤沥青涂层既适用于燃气管道,也适用于污水管道。它是一种双组分涂层,该涂层具有较高的附着力和非常光滑的表面
五、铸铁排水管的 聚氨酯涂层
是一种为适应环保需求而研制开发的一种新型绿色特殊涂层,有良好的耐磨和耐腐蚀性

无缝钢管的控制是钢管生产的难点,改善无缝钢管精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,大升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,无缝钢管要求≥25mm且无缝钢管均匀的厚壁管。
7、轧机芯棒
芯棒要选用无缝钢管较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。无缝钢管均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的无缝钢管精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行,以防止焊接造成的总直度偏差过大。

